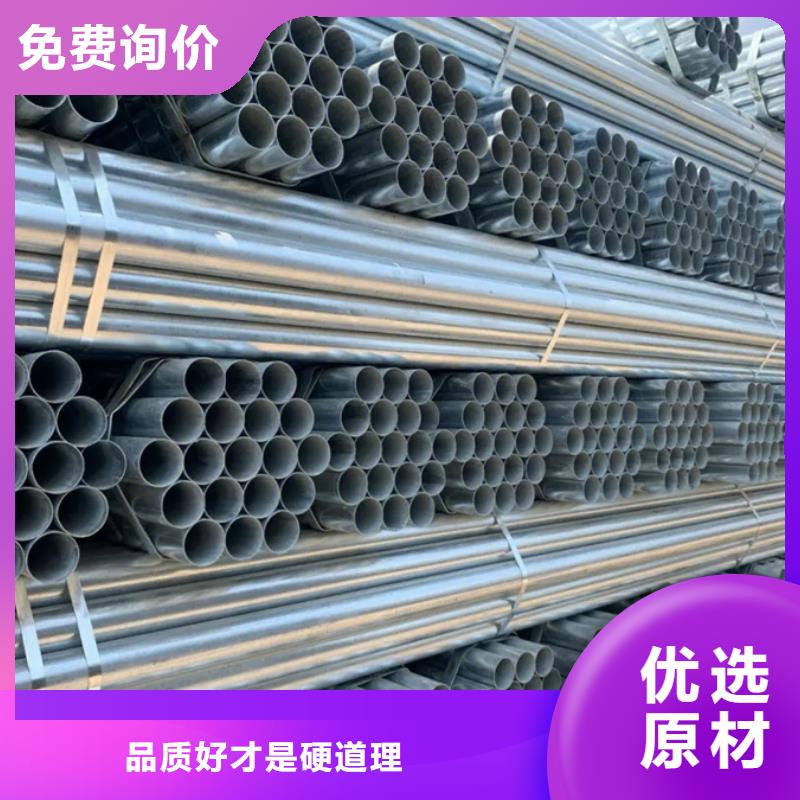


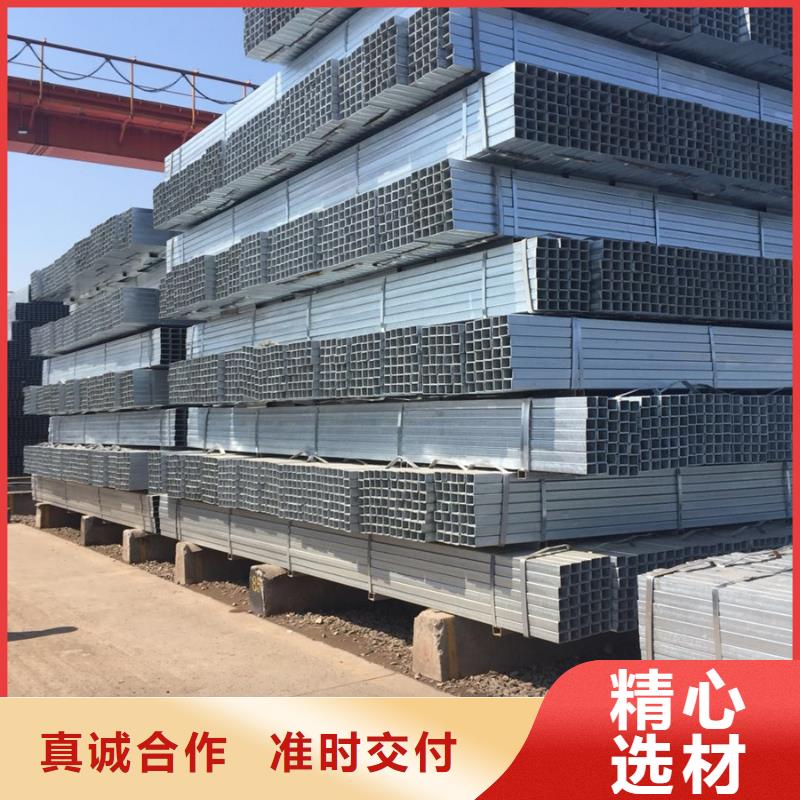

准备好领略Q345B镀锌管4米定尺全国走货产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:Q345B镀锌管4米定尺全国走货的图文介绍
苏沪金属制品有限公司主营:(山西临汾) 本地 山西临汾09CuPCrNi-A钢板等产品,主营项目:(山西临汾) 本地 山西临汾09CuPCrNi-A钢板。公司常年备有库存,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!


山西临汾镀锌管更容易被划伤; 头尾不齐是带钢直接卷取,轧后不切头尾造成的。 这些缺陷终导致焊管外观质量不合格,必须将其切断或判断为报废,从而降低焊管的成品率和合格率。 塔盘卷从内圈到外圈十条带钢为塔盘卷取带卷,一般不允许大于50mm。 轻微松卷可在精轧后使用,而严重松卷则无法分拣,必须裁切使用,增加金属消耗,降低成品率。 包装不牢固,不符合包装要求; 装卸过程中操作不当; 原材料管理不善、储存、来回升降,造成卷筒松动。 山西临汾镀锌方管氧化皮渗入带钢边缘之间的焊缝区会导致焊接缺陷,而带钢表面的氧化铁片渗入成型会加速成型辊的磨损。 氧化皮严重的热轧带钢应去氧化皮。 热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着锌层。 从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。 热浸镀锌也用于防止腐蚀。 热镀锌的 道工序是酸洗除锈,然后是清洗。 这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。



华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 山西临汾热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。


山西临汾Q355B镀锌管在切割成单根钢管后,每批三个钢管头都要经过严格的首检制度,检查焊缝的力学性能、化学成分、熔合情况、钢管表面质量和无损检测,以确保 制管工艺合格。 正式投产。 对焊缝上具有连续声波探伤标记的零件进行人工超声波和X射线复查。 如果确实存在缺陷,则在修复后,将再次进行无损检测,直至确认缺陷已。 带材对接焊缝和与螺旋焊缝相交的T形接头处的管材均采用X射线电视或胶片检查。 每根钢管都经过水压试验,压力径向密封。 试验压力和时间由钢管水压微机检测装置严格控制。 华尔钢Q355B镀锌管手工电弧焊向上焊是我国以往低压蒸汽管道施工现场的关键焊接方法。 很大,焊接效率有高有低。 手工电弧焊的向下焊接是1980年代从国外引进的焊接技术。其特点是支管间隙小,整个焊接过程采用大电流、双层、快速焊接的操作步骤,适用于流水线作业。由于每层焊接层的厚度都比较薄,可以根据后焊层对前焊层的热处理工艺效果来提高环焊缝的延展性。手工电弧焊方法灵活简单,适应性强。


